Slik sveiser du vertikale og horisontale sømmer ved hjelp av elektrisk sveising: trinnvise instruksjoner
Elektrisk sveising er en teknologi for å kombinere strukturen til metaller ved oppvarming og smelting med en elektrisk lysbue.Det har blitt utbredt i ulike sfærer av den nasjonale økonomien, inkludert privat sektor.
Faktisk kan denne metoden brukes til å sveise alle metaller sammen, under hensyntagen til temperaturen på den elektriske lysbuen (7000-8000 grader). Men før du går til denne teknologien, må du lære å sveise en vertikal søm ved hjelp av elektrisk sveising, og forstå teknikken for å oppnå en horisontal søm.
Innholdet i artikkelen:
Sveiser: generelle definisjoner
Teknologien for sveising av metaller er nært knyttet til konseptet med en sveis. Dette dannes under størkningsprosessen av metall smeltet ved elektrisk lysbuesveising.
Avhengig av plasseringen av sveisingen, kan sømmen plasseres horisontalt eller vertikalt. I tillegg kan den romlige plasseringen av sømmen være bunn, side eller topp.

Den enkleste og enkleste å utføre anses å være å legge sveiser i planet til den nedre horisonten. Under slike forhold er det smeltede metallet ganske enkelt å kontrollere.

De resterende alternativene for plassering av sømmer i rommet (side og topp) er anerkjent som teknologisk vanskelige å implementere, og krever studier av sveiseteknikker og utvikling av relevant erfaring.
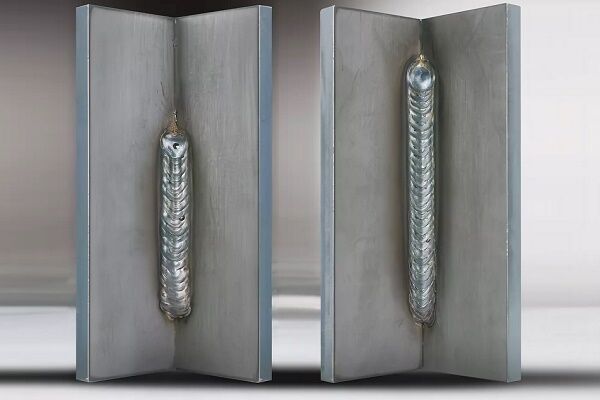
Hvordan sveise en vertikal søm?
Vanskeligheten med sveisekontroll når du lager en vertikal søm skyldes et vanlig fysisk fenomen - tyngdekraften. Dette har en effekt på massen av smeltet metall, som, i flytende form, suser ned.
Her er handlingene til en profesjonell sveiser å forhindre at den smeltede massen kommer bort fra sveisestedet. En stabilt brennende elektrisk lysbue, holdt i minimum tillatt avstand fra enden av elektroden til sveisebassenget, vil bidra til å oppnå dette resultatet.
Bottom-up-teknikk
En vertikal skjøt sveises vanligvis ved å bevege elektroden i retning fra bunnen til toppen. Denne ruten gir mer stabil kontroll, og lysbuen holder trygt smeltebadet og forhindrer spredning. Det er ved å gå fra bunn til topp at det er mulig å lage vertikal søm av høyeste kvalitet.

Selvfølgelig, før du begynner å sveise en vertikal søm, bør skjøtegrensene forberedes og behandles i samsvar med de tekniske kravene. Sveisemaskinen må justeres til sveiseforholdene (sett strømmen, velg elektroden).
Til å begynne med lages flere punkt-"tak" langs skjøtelinjen - sveising med en kort søm (1 - 2 cm).Hensikten med slike handlinger er å forhindre forskyvning av delene som sveises under oppvarmingsprosessen på grunn av temperaturdeformasjon.

Når du sveiser en skjøt vertikalt, holdes vinkelen for å holde elektroden i forhold til planet som sømmen skal ligge på innenfor 45-90º.
Sveiserens instruksjoner fastsetter følgende handlinger:
- Kontakten mellom elektroden og metallet tenner en lysbue.
- "Tacks" lages på 3-4 punkter langs leddlinjen fra midten til kantene.
- Sveisingen begynner på det laveste punktet av skjøtelinjen.
- Elektrodeslaget er rettet oppover, sveisebassenget holdes i arbeidsområdet.
Elektroden skal føres frem med moderat hastighet. Hovedhastighetskriteriet er dannelsen av den optimale mengden smelte i sveisebassenget.
Samtidig med elektrodens vertikale slag er tverrgående sikksakkbevegelser i en "halvmåne", "sildebein" eller annet "mønster" tillatt. Men tverrslagsteknikken virker bare relevant på metaller med en veggtykkelse på mer enn 4 mm.
Det anbefales å sveise metall med vertikal søm i én omgang uten å stoppe. For uerfarne sveisere virker dette vanskelig. Imidlertid høstes erfaringer raskt.
Ovenfra og ned teknikk
Etter å ha fått erfaring kan sveisere enkelt legge en vertikal søm ved å flytte elektroden fra topp til bunn. Hva er trikset for å utføre en slik operasjon?
Det er enkelt: når du tenner en elektrisk lysbue, er elektroden plassert i forhold til arbeidsplanet i en vinkel på 90º.Så snart metallet ved buedannelsen begynner å smelte, endres installasjonsvinkelen til elektroden med 15-20º, og senker holderen litt.

Ledning av elektroden langs leddlinjen av tykkveggede metaller utføres også med tverrgående sikksakk av en "sagtann" eller "rektangulær" form. Noen sveisere bruker den "bølgelignende" smeltefordelingsteknikken.
I mellomtiden er metoden for å danne en vertikal søm fra topp til bunn ledsaget av store vanskeligheter for sveiseren. Men ifølge mange eksperter gir sveising i denne formen det beste resultatet når det gjelder kvalitetsindikatorer.
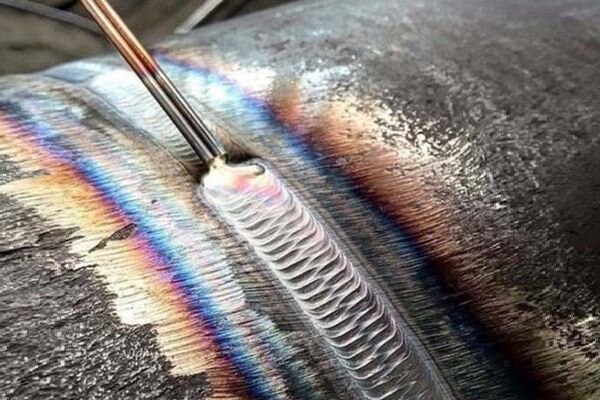
Horisontal søm sveiseteknologi
Spesifikasjonene ved sveising av en horisontal søm er nesten de samme som for en vertikal. Tekniske nyanser - igjen, manipulering av vinklene på elektrodeinstallasjon.
Bevegelsesretningen under prosessen med å sveise deler ved en skjøt kan velges fra punktet lengst til venstre til punktet lengst til høyre eller omvendt. Det spesifikke valget av retning bestemmes av sveiseren, basert på graden av personlig bekvemmelighet.

Men hvordan sveiser man en horisontal søm riktig ved hjelp av elektrisk sveising for å forhindre at smelten renner ut av sporet på grunn av tyngdekraften?
Her må sveiseren velge en posisjon for elektroden der kraften til den elektriske lysbuen vil tilsvare tyngdekraften til metalldråpene.Det kan være nødvendig å justere strømstyrken og eksperimentelt velge den optimale bevegelseshastigheten til elektroden.
Vanligvis utføres horisontal sømsveising kontinuerlig til fullstendig ferdigstillelse. Men hvis du ikke kan holde smelten (sveisebassenget) under kontroll, kan du prøve å endre teknikken - bytt til et slag med periodisk slukking av lysbuen.
Alle disse finessene er utviklet med bruk av erfaring med å utføre sveisearbeid. Fortvil derfor ikke hvis ingenting fungerer på dine første forsøk.

Dannelsen av en horisontal søm med nødvendig bredde og inntrengningsdybde oppnås som regel gjennom forsiktig tverrgående bevegelse av den brennende enden av elektroden fra kanten av den ene sammenføyde delen til kanten av den andre.
Ved sveising av metaller opp til 4 mm tykke, brukes forskjellige alternativer for "mønsteret" til elektrodens tverrgående slag. Det er ingen spesifikke anbefalinger i denne forbindelse. Det viktigste er å oppnå nødvendig sømbredde og inntrengningsdybde.
Elektrisk lysbue: kontroll av optimal lengde
Størrelsen på gapet mellom den varme enden av elektroden og metallplanet, tilstrekkelig for dannelse av en elektrisk utladning, kalles buelengden. En av hovedpilarene i sveiserinstruksjonen er kontroll av den optimale lysbuelengden.
Teoretisk sett, i sveisemodus, kan tre buegap oppnås:
- kort (1 – 1,5 mm);
- lang (3,5 – 6 mm);
- normal (2 – 3 mm).
Den korte lysbueforbrenningsmodusen er preget av utilstrekkelig oppvarming av metallet over hele bredden.I slike tilfeller er det langs kantene av sømmen en såkalt "underskjæring" - en liten fordypning. Tilstedeværelsen av en slik defekt indikerer lavkvalitetsindikatorer på sveisen.

Langbuesveisingsmodus er vanligvis ledsaget av periodisk slukking. Her er det en liten oppvarming av metallet i dybden. Det er heller ikke nødvendig å snakke om god sømkvalitet.
Det eneste alternativet som er igjen som en nybegynner sveiser bør fokusere på, er den normale buelengden, som ikke bør være mer enn Ld = 0,5-1,1 * De (Ld - buelengde; De - elektrodediameter).
Elektrodeposisjonskontroll
Sveiseprosessen kan utføres i posisjon elektrode vinkel fremover, vinkel bakover, rett vinkel. Ved å bruke en av disse tre teknologiske metodene er sveiseren i stand til å lage sømmer under forskjellige produksjonsforhold.

Dermed brukes "forovervinkel"-metoden tradisjonelt for å koble elementer med horisontale og vertikale sømmer i forhold til den øvre plasseringen av deler i rommet (taksveising). Den samme teknikken brukes med hell for sveising av faste rørskjøter eller når du bygger en hjemmelaget gassflaske komfyrer.
Ved å holde elektroden strengt i rett vinkel (90º), sørger sveiseren for at arbeidet utføres på vanskelig tilgjengelige steder. Til slutt tillater "ryggvinkel"-teknikken høykvalitets sveisearbeid på hjørneskjøter.
Når du installerer elektroden i en vinkel fremover, fungerer de vanligvis med tynnveggede metaller. I denne posisjonen av elektroden oppnås en bred søm med liten dybde. På tykkveggede metaller, tvert imot, prøver de å bruke "bakovervinkel"-teknikken, for å sikre at metallet varmes opp til tilstrekkelig dybde.
Gjeldende parametere og elektrodebevegelse
Verdien av strømmen og bevegelseshastigheten til elektroden er viktige faktorer som påvirker kvaliteten på sømmen. Sveising med høye strømmer er ledsaget av oppvarming av metallet til stor dybde, noe som lar deg øke bevegelseshastigheten til elektroden. Forutsatt at det er et optimalt forhold mellom strøm og bevegelseshastighet for elektroden, oppnås en jevn søm av høy kvalitet.
Korrespondansetabell for strøm, elektrode, metalltykkelse
| Nåværende styrke, A | Elektrodediameter, mm | Metalltykkelse, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Når du beveger elektroden med en viss hastighet, bør størrelsen på lysbuekraften tas i betraktning. For rask tilførsel av elektroden ved lav effekt vil ikke kunne gi tilstrekkelig oppvarmingstemperatur.
Som et resultat vil det ikke være mulig å sveise metallet til den nødvendige dybden. Sømmen vil ganske enkelt "ligge" på overflaten, og knapt "gripe" kantene på kantene.

Tvert imot, under forhold med for langsom fremføring av elektroden, vil det skapes en overopphetet atmosfære, som truer deformasjonen av metallet på sveiselinjen. Hvis metallelementene har en tynn struktur, vil en kraftig lysbue ganske enkelt brenne gjennom metallet.
Du kan med hell praktisere som nybegynner sveiser og finpusse dine sømmaking ferdigheter ved produsere en komfyr for testing, grunnlaget for kroppen som er et metallrør.Vi anbefaler at du leser den nyttige informasjonen.
Instruksjoner for en nybegynner sveiser
Sveisearbeid kan kun utføres dersom egnet utstyr brukes.
Standard sett inneholder:
- Jakke, bukser, hansker, sko laget av brannsikre, slitesterke, sterke materialer.
- En hodeplagg som dekker hele bakhodet.
- En spesiell beskyttelsesmaske for ansikt og øyne.
For å utføre sveising, bør du bruke en arbeidsenhet, hvis elektriske del er lukket med et pålitelig hus. De elektriske kablene som følger med enheten må ha fullstendig isolasjon og samsvare med enhetens elektriske egenskaper.
Sveiserplassen skal være utstyrt med arbeidsbord, lyskilder, jordingsbuss, beskyttelsesmidler mot elektrisk støt og brannslokkingsutstyr.
Og før du begynner å jobbe, må du studere nøye regler for elektrisk sveising, vurdere og studere metoder og alternativer for å knytte forbindelser.
Konklusjoner og nyttig video om temaet
Vi inviterer deg til å se et videosveiseverksted: hvordan sveise horisontale og vertikale sømmer:
Det er ikke nødvendig å være kvalifisert sveiser, men ferdigheter i sveiseteknikker er ønskelig. Takket være eksisterende sveiseferdigheter har en person flere muligheter til å gjennomføre ulike husholdningsprosjekter.
Hvis du ønsker det, kan du alltid studere teknologien, og praktisk erfaring vil hjelpe deg med å mestre teknikken for å utføre arbeid på et høyt nivå.
Vil du fortelle om din egen erfaring med å lage sveiser? Kjenner du til detaljene i prosessen som ikke er gitt i artikkelen? Skriv kommentarer i blokken nedenfor.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}